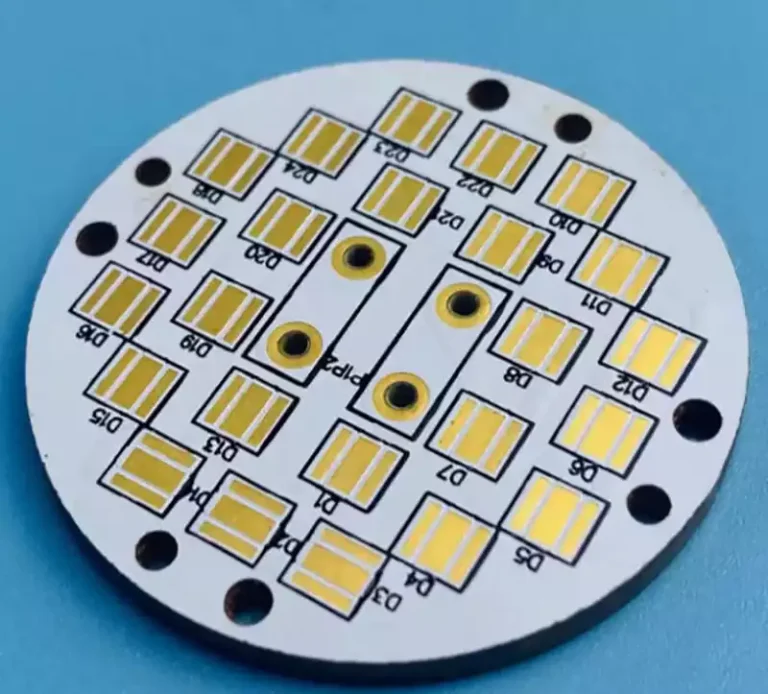
LTCC-tekniken (Low-Temperature Co-fired Ceramics) har blivit den centrala förpackningslösningen för avancerade elektroniska enheter tack vare sin höga kabeldensitet, utmärkta termiska stabilitet och elektromagnetiska kompatibilitet. Elektrolytisk nickel-immersion-guld (ENIG) och elektropläterad nickel-guldplätering är de två dominerande ytbehandlingsmetoderna för LTCC-keramiska substrat. Båda använder sig av principen ”nickelunderlag med guldskyddande lager”, men det finns betydande skillnader i processgrunder, prestandaegenskaper och lämpliga tillämpningsscenarier.
Processprinciper
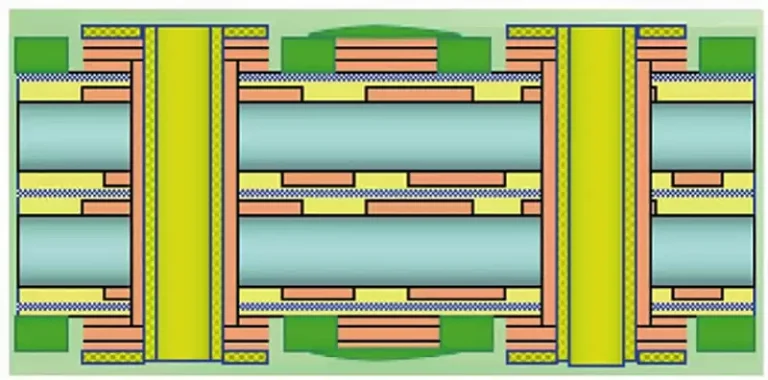
Både ENIG och elektropläterat Ni/Au syftar till att bilda en kompositstruktur av ”nickel + guld” på LTCC keramiska substrat. Deras grundläggande skillnader i implementering avgör dock i grunden deras respektive prestandaegenskaper och lämpliga tillämpningar.
Elektrolysfri nickel-guld (ENIG) använder en kemisk deponeringsreaktion för att uppnå nickel-guldbeläggning. Den kräver ingen extern kraftkälla, utan förlitar sig enbart på reduktionsmedel i den elektrolysfria pläteringslösningen för att initiera redoxreaktioner, vilket gradvis deponerar nickel- och guldjoner på keramiksubstratets yta. Hela processen bygger på självkatalyserade kemiska reaktioner utan elektrisk ström. Beläggningens tjocklek kontrolleras av pläteringslösningens koncentration, reaktionstemperatur och bearbetningstid. Det möjliggör en jämn avsättning över komplexa substratstrukturer och är en rent kemisk avsättningsprocess.
Processflöde för kemisk nickel- och guldplätering (ENIG)
Förbehandling: Aktivering av substratytan
LTCC-substratet genomgår avfettning och mikroetsning för att noggrant avlägsna ytliga oljor, föroreningar och naturliga oxidskikt. Denna process skapar samtidigt en jämn mikroruhet på substratytan, vilket ger en stabil grund för efterföljande nickelavlagring och säkerställer en robust vidhäftning mellan beläggningen och substratet.
Elektrolysfri nickelplätering: Bildning av nickel-fosforlegeringsskikt
Det förbehandlade substratet nedsänks i en elektrolysfri nickelpläteringslösning. Under inverkan av katalysatorer genomgår hypofosfiten i pläteringslösningen redoxreaktioner, vilket reducerar nickeljoner till metalliskt nickel som avsätts på substratytan. Detta bildar slutligen ett nickelskikt med en tjocklek på 2-8 μm. Denna process innebär att en liten mängd fosfor (fosforhalt 7–11 %) genereras, vilket resulterar i bildandet av ett nickel-fosforlegeringsskikt istället för ett rent nickelskikt.
Elektrolysfri guldplätering: avsättning av ett tunt skyddande guldskikt
Efter bildandet av nickel-fosforlegeringsskiktet avsätts ett tunt guldskikt med en tjocklek på 0,05–0,3 μm på dess yta via en förskjutnings- eller reduktionsreaktion. Guldskiktets primära funktion är att skydda nickelskiktet från oxidation och samtidigt förbättra substratets lödkompatibilitet.
Viktiga egenskaper hos hela processen: Den bygger helt på självkatalyserade kemiska reaktioner utan behov av extern elektrisk ström. Beläggningens tjocklek kontrolleras av pläteringslösningens koncentration, reaktionstemperatur och bearbetningstid. Den möjliggör en jämn avsättning över hela ytan på substrat med komplexa strukturer och är en rent kemisk avsättningsprocess.
Elektroplätering av nickel-guld åstadkommer däremot beläggningsdeposition genom elektrolytiska reaktioner. Detta kräver en extern likströmsförsörjning, där LTCC-substratet fungerar som katod och nickel- och guldplattorna fungerar som anoder, nedsänkta i motsvarande elektropläteringslösningar. Vid aktivering, under påverkan av det elektriska fältet, löses nickeljoner/guldjoner upp från anoderna i pläteringslösningen. Dessa joner migrerar sedan mot katodsubstratets yta, där de reduceras och deponeras för att bilda den metalliska beläggningen. Processsekvensen består på liknande sätt av tre huvudsakliga steg: förbehandling, nickelplätering och guldplätering. Den tekniska grunden för varje steg skiljer sig dock från den för direkt guldplätering:
Förbehandling: Förbättrad ledande aktivering
Den grundläggande processen omfattar avfettning och mikroetsning (identiskt med guldplätering). Den viktigaste skillnaden ligger i det ytterligare kravet på ”konduktivitetsbehandling” – att skapa en konduktiv film på den isolerande keramiska substratytan genom fysiska eller kemiska metoder. Detta säkerställer att substratet kan fungera som katod i efterföljande elektrolytiska reaktioner, vilket förhindrar att beläggningen inte avsätts på grund av bristande konduktivitet.
Nickelplätering: Precis kontroll av tjockleken på det rena nickellagret
Elektrolytisk uppställning: LTCC-substratet fungerar som katod, ihop med en ren nickelplatta som anod, båda nedsänkta i nickelpläteringsbadet. Vid tillförsel av extern likström inducerar ett elektriskt fält upplösning av nickeljoner från anoden till pläteringslösningen. Dessa joner migrerar sedan riktat till katodsubstratets yta, där de genomgår reduktion och avsättning för att bilda ett rent nickellager. Genom att justera strömtätheten kan nickellagrets tjocklek kontrolleras med precision (vanligtvis 3–15 μm). Avlagringen består av högrent metalliskt nickel, fritt från fosforelement.
Guldplätering: Flexibel justering av guldlagrets specifikationer
Samma elektrolytiska princip gäller: ersätt anoden med en ren guldplatta och doppa den i guldpläteringslösningen. På samma sätt avsätts guldjoner selektivt på nickellagrets yta under påverkan av det elektriska fältet och bildar ett guldlager. Beroende på tillämpningskraven kan guldlagrets tjocklek väljas flexibelt: tunt guld (0,1–0,5 μm) för standardskydd och lödning, och tjockt guld (1–5 μm) för limning eller högskyddsscenarier.
Prestandaskillnader
De olika processprinciperna leder direkt till betydande variationer mellan kemisk guldplätering och elektropläterad nickel-guld i viktiga mått såsom beläggningsstruktur, lödbarhet, tillförlitlighet och kostnad. Dessa skillnader utgör grunden för valet.
När det gäller beläggningens jämnhet och täckningsförmåga uppvisar kemisk guldplätering överlägsen prestanda. Eftersom den inte kräver elektrisk ström påverkas processen inte av substratets geometri eller kretsdensitet. Den kan bilda en jämn beläggning på de komplicerade ytorna på LTCC substrat – inklusive fina spår, blinda via och fördjupningar – med minimal tjockleksvariation. Elektropläterat nickel-guld är dock känsligt för elektrisk fältfördelning. Detta resulterar ofta i överdrivet tjock plätering vid substratkanter och kretshörn, medan tunn plätering eller till och med pläteringsluckor kan uppstå vid blinda genomgångars bottnar och mellanrum mellan spår. Det är särskilt olämpligt för LTCC-substrat med hög densitet och fina linjer. På LTCC-substrat med linjebredder/avstånd under 50 μm kan till exempel avvikelsen i beläggningens jämnhet kontrolleras inom ±10 %, medan elektropläterat nickel-guld kan uppvisa avvikelser som överstiger ±20 %.
När det gäller lödningssäkerhet har båda metoderna tydliga fördelar och nackdelar. Nickel-fosforlegeringsskiktet i kemiskt guld uppvisar utmärkt vätbarhet med lödtenn. Tunna guldskikt löses snabbt upp i lödtennen och bildar stabila intermetalliska föreningar (IMC) som ger hög lödförbindningshållfasthet. Fosforn i nickel-fosforlegeringen kan dock bilda spröda nickel-fosforföreningar vid högtemperaturlödning. Alltför höga temperaturer eller förlängda lödningstider kan leda till sprickor i lödförbindningen. Det högrena nickellagret i elektropläterat nickel-guld uppvisar överlägsen kompatibilitet med lödtenn, vilket ger stabilare intermetalliska föreningar och förbättrad lödningssäkerhet, samtidigt som det tål flera omsmältningscykler. Om det tjocka guldlagret inte löses upp helt kan det dock orsaka sprödhet i guldet, vilket försämrar fogstyrkan. Därför rekommenderas vanligtvis tunn guldplätering för lödningsapplikationer.
När det gäller korrosionsbeständighet och livslängd erbjuder elektropläterat nickel-guld överlägsna fördelar. Det tunna guldskiktet (0,05-0,3 μm) i nedsänkt guld har främst en skyddande funktion. Vid långvarig användning eller exponering för tuffa miljöer är guldskiktet känsligt för slitage eller korrosion, vilket i sin tur kan påverka nickelskiktet. Elektropläterat nickel-guld möjliggör dock tjockare guldskikt med överlägsen skyddsförmåga. Dessutom överträffar oxidationsbeständigheten hos högrena nickelskikt den hos nickel-fosforlegeringsskikt, vilket gör det lämpligt för applikationer som kräver lång livslängd. Till exempel har LTCC-substrat som används i utomhusmiljöer eller under förhållanden med hög temperatur/fuktighet en 2–3 gånger längre livslängd med tjockt elektropläterat guld jämfört med kemiskt guld.
När det gäller kostnaden erbjuder kemisk guldplätering bättre valuta för pengarna. Guldskiktets tjocklek vid kemisk guldplätering är endast 0,05–0,3 μm, vilket resulterar i en betydligt lägre guldförbrukning jämfört med elektropläterad nickel-guld (särskilt tjocka guldlösningar). Dessutom är kostnaden per användning av den kemiska pläteringslösningen lägre. Däremot har elektropläterade nickel-guldbeläggningar tjockare skikt och högre guldförbrukning. I kombination med de högre kapitalinvesteringarna och energikostnaderna för elektropläteringsutrustning är bearbetningskostnaden per ytenhet vanligtvis 1,5-3 gånger högre än för kemisk guldplätering. För massproducerade konventionella LTCC-substrat är kostnadsfördelen med kemisk guldplätering särskilt uttalad. I specialiserade scenarier som kräver lokala tjocka guldskikt och hög tillförlitlighet kan dock kostnadsökningen för elektropläterad nickel-guldplätering uppvägas av dess prestandafördelar.
När det gäller kompatibilitet med efterföljande bearbetning är kemisk guldplätering dessutom bättre lämpad för lödningsapplikationer, medan elektropläterad nickel-guldplätering är mer lämplig för limningsapplikationer. Det tunna guldskiktet i kemisk guldplätering smälter snabbt samman med lödningen, vilket eliminerar risken för sprödhet i guld från kvarvarande guldskikt. Omvänt uppfyller det tjocka guldskiktet i elektropläterad nickel-guldplätering kraven för guldtrådsbindning och guldbandbindning, vilket ger hög bindningsstyrka och utmärkt stabilitet. Detta gör det till en vanlig lösning för RF- och mikrovågs-LTCC-substrat.
Strategi för val av keramiskt substrat
Högfrekventa kommunikationsmoduler (5G/millimetervågsapplikationer)
Betydande fördelar med nedsänkningsförgyllning
Överlägsen stabilitet i huddjup: Variationen i guldskiktets tjocklek kontrolleras inom ±8 %, vilket avsevärt förbättrar signalintegriteten med upp till 40 % vid 77 GHz.
Enastående låga oxidationsegenskaper: Efter 24 timmars exponering för omgivningen ökar kontaktmotståndet med endast 2 %, medan guldpläteringsprocesser uppvisar en ökning på 8 %.
Typiska tillämpningar: Används ofta i basstationers aktiva antennenheter (AAU) och satellitmottagare (T/R)-komponenter.
Förpackningstillämpningar med hög effekttäthet (relaterade till SiC/GaN-enheter)
Betydande fördelar med nedsänkningsförgyllning
Utmärkt termisk expansionsanpassning: Nickellagret har en termisk expansionskoefficient (CTE) på 13 ppm/°C, vilket nära motsvarar CTE på 6–8 ppm/°C för keramiska substrat.
Stark jonmigrationsbeständighet: Inga fel uppstod efter mer än 5 000 timmars åldringstester utförda vid 85 °C och 85 % relativ luftfuktighet.
Typiska tillämpningsscenarier: Används i stor utsträckning i elmotorkontroller för nya energifordon och solcellsväxelriktare.
Mikroskaliga 3D-IC-förpackningsapplikationer
Betydande fördelar med immersionsguldprocessen
Överlägsen ytkoplanaritet: Padhöjdvariationen är mindre än ±3μm, vilket stödjer mikrobump med 10μm-steg.
Tunt gränsskikt: Gränsskiktets tjocklek är endast 30 nm, medan elektropläterat guld har en tjocklek som överstiger 80 nm.
Inom keramiska substratapplikationer har immersionsförgyllningsprocessen blivit det föredragna valet för elektroniska system med hög tillförlitlighet tack vare dess utmärkta kompatibilitet med icke-ledande substrat, extremt låg ytjämnhet (Ra-värde < 0,06 μm) och enastående termomekanisk tillförlitlighet. Den har en dominerande ställning inom 5G-millimetervågsteknik och tredje generationens halvledarområden. Å andra sidan har elektropläterat guld fortfarande oersättliga fördelar i applikationer med hög slitstyrka vid insättning/borttagning, såsom militära kontakter. Framöver, med den kontinuerliga utvecklingen av LTCC-teknik (low-temperature co-fired ceramic) och heterogena integrationstekniker, kommer immersionsguldprocessen att fortsätta utvecklas mot nanometerprecision och ultratunna profiler. Denna utveckling kommer att underlätta stora tekniska genombrott inom 6G-kommunikation och kvantteknik.