Vad är HDI kretskort? HDI PCB (High-Density Interconnect Printed Circuit Board) är en typ av kretskort med hög densitet. HDI står för ”High Density Interconnect”. HDI-kretskort uppnår högre kabeldensitet och mindre dimensioner genom avancerade tillverkningstekniker och designmetoder. Jämfört med konventionella kretskort ligger den viktigaste egenskapen hos HDI-kretskort i deras förmåga att uppnå kretslayouter och sammankopplingar med högre densitet.
Kärnfunktioner och tekniker för HDI PCB
Mikrovia-teknik: Detta är det mest grundläggande kännetecknet för HDI.
Laserborrning: Använder främst UV- eller CO₂-lasrar för att borra mikrovia (Microvia) med diametrar som vanligtvis är mindre än 150 µm (vanligtvis 50-100 µm) genom extremt tunna dielektriska skikt.
Blinda/begravda via: HDI använder i stor utsträckning blinda via (som förbinder yttre och inre lager utan att korsa hela kortet) och begravda via (som endast förbinder inre lager utan att sträcka sig till yttre lager). Detta frigör betydligt mer utrymme på ytskiktet för routning.
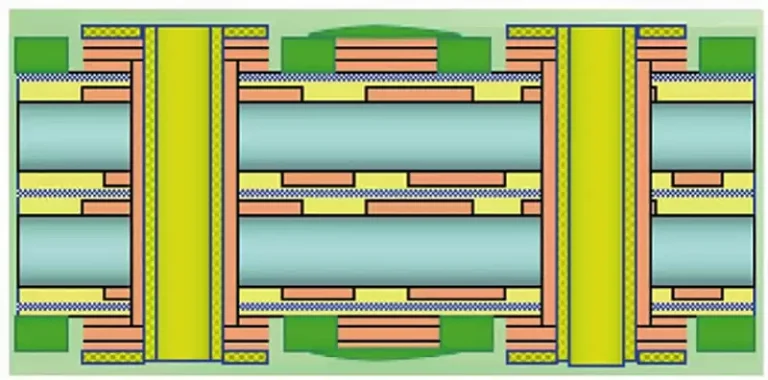
Staplade/förskjutna vias: För att ansluta ytterligare lager använder HDI staplade vias (flera mikrohål staplade vertikalt) eller förskjutna vias (flera mikrohål arrangerade i ett förskjutet mönster). Processen med staplade vias är mer komplex och kostsam, men erbjuder kortare förbindelsevägar.
Fina linjer och avstånd: Linjebredder och avstånd minskas avsevärt, vanligtvis till under 100 µm (vanligtvis 50–75 µm eller lägre). Mer avancerade fotolitografitekniker, såsom semi-additiv process (mSAP), används för att uppnå sådana fina linjedimensioner.
Hög routningsdensitet: Kombinationen av mikrovias och fina linjer ökar avsevärt antalet ledare som kan routas per ytenhet, vilket möjliggör högdensitetsförbindelser för komplexa kretsar.
Tunna dielektriska material: Användning av tunnare (t.ex. ≤50 µm) högpresterande kopparpläterade laminat (CCL) och prepregs, tillsammans med lågprofil kopparfolie, utgör grunden för att uppnå ultratunna mellanlagersstrukturer och fina spår.
Ökat antal lager och sammankoppling mellan alla lager: HDI-kort rymmer lätt ett större antal lager (8+ lager är vanligt). Den senaste ELIC-tekniken (Any Layer Interconnect) möjliggör mikroförbindelser mellan valfria lager, vilket ger maximal designflexibilitet.
Avancerade ytbehandlingar: Till exempel ENEPIG (Electroless Nickel Electroplated Palladium Gold), kemiskt silver, kemiskt tenn och OSP, för att uppfylla kraven på lödningssäkerhet för högdensitetspads och komponenter med fin delning.
Fördelar med HDI kretskort:
HDI pcb använder mikroblinda via och begravda via för att uppnå flerskiktsstapling med hög densitet, vilket avsevärt förbättrar routningsdensiteten. Mikroöppningar och högprecisionslaserborrning säkerställer exakta kretsanslutningar, minimerar signalvägarna för att minska signalförluster och överhörning, vilket säkerställer signalintegriteten.
Maximalt utnyttjande av utrymmet
HDI-tekniken sparar kretskortarea genom blind- och begravda via, vilket underlättar kompakta, lätta enhetskonstruktioner som uppfyller stränga moderna krav på elektroniska produkters storlek och vikt.
Säkerställande av höghastighetssignalöverföring
Användning av material med låg dielektricitetskonstant och optimerade laminatstrukturer minimerar signalfördröjningen, vilket förbättrar stabiliteten och tillförlitligheten hos höghastighetssignalöverföringen.
Hög tillförlitlighet och hållbarhet
Flerlagerslaminering och precisions tillverkning säkerställer strukturell robusthet, anpassning till komplexa driftsmiljöer och förlängd produktlivslängd.
Förbättrad designflexibilitet
Stöder mer komplexa kretskonstruktioner och funktionell integration, vilket uppfyller kraven för olika högpresterande elektroniska produkter.
HDI PCB laminatstruktur:
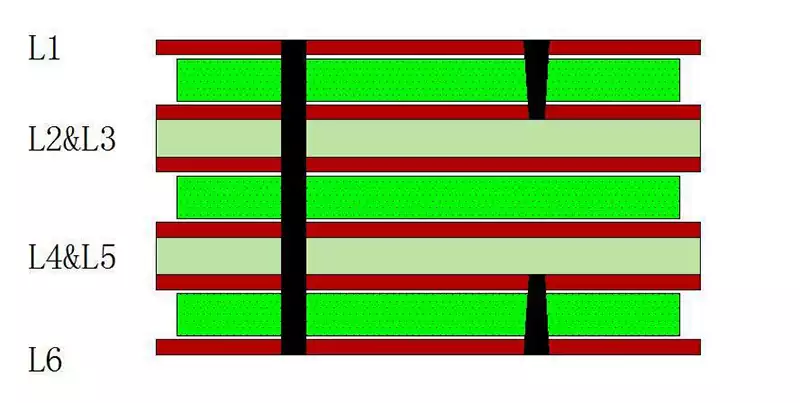
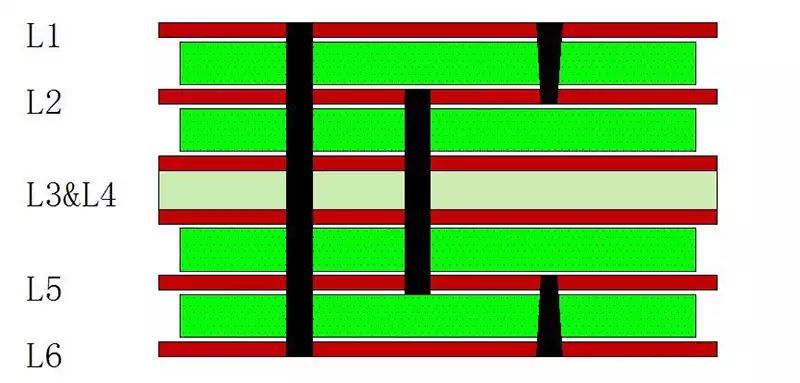
Enskikts-upp kretskort (Enskikts-upp-6-skiktskort, laminatstruktur: (1+4+1))
Denna typ av HDI kretskort har den enklaste strukturen, eftersom de inre flerlagerskretskorten inte innehåller några begravda via, vilket innebär att endast en enda laminering krävs för att slutföra tillverkningsprocessen. Även om det klassificeras som ett enkellagerslaminat, liknar tillverkningsprocessen i hög grad den enkla lamineringprocessen för konventionella flerlagerskretskort.
Den huvudsakliga skillnaden ligger i de efterföljande stegen, som inkluderar laserborrning av blinda via och andra operationer. Eftersom denna laminatstruktur inte innefattar begravda via, kan det andra och tredje lagret tillverkas som ett kärnkort, medan det fjärde och femte lagret bildar ett annat kärnkort under tillverkningen. Därefter läggs dielektriska lager och kopparfolie till de yttre lagren, följt av ett mellanliggande dielektriskt lager innan det genomgår en enkelpasslaminering. Denna metod är mycket enkel och erbjuder lägre kostnader jämfört med konventionella enkelpasslaminerade kretskort.
Enskiktslaminerat kretskort (sexskiktsenkiktslaminat med en (1+4+1) staplingskonfiguration)
Strukturen hos sådana HDI pcb betecknas vanligtvis som (1+N+1), där N ≥ 2 och N är ett jämnt tal. Denna design representerar den vanligaste konfigurationen för enskiktslaminat i dagens industri, med interna flerskiktskort med inbäddade genomgångshål som kräver sekundär laminering för att färdigställas. Utöver blinda genomgångshål innehåller detta enkellagerslaminat begravda genomgångshål. Att konvertera sådana HDI kretskort till enklare klass I-enkellagerslaminat gynnar både leverantörer och kunder. Många kunder har antagit rekommendationer om att optimera konventionella klass II-enkellagerslaminatstackar mot klass I-motsvarigheter.
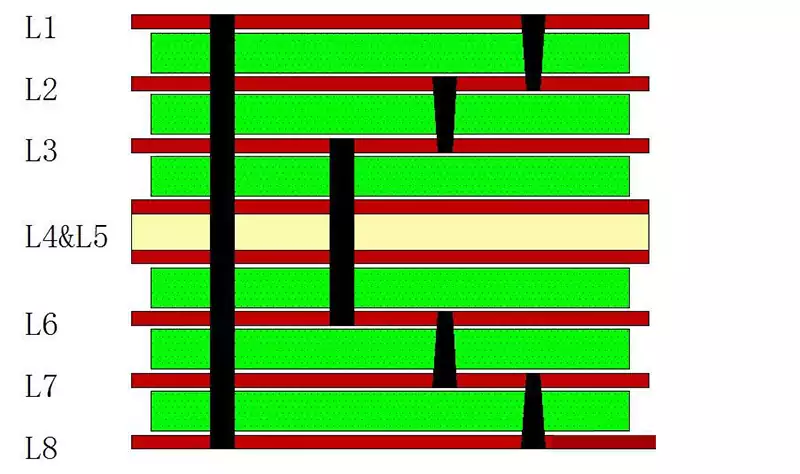
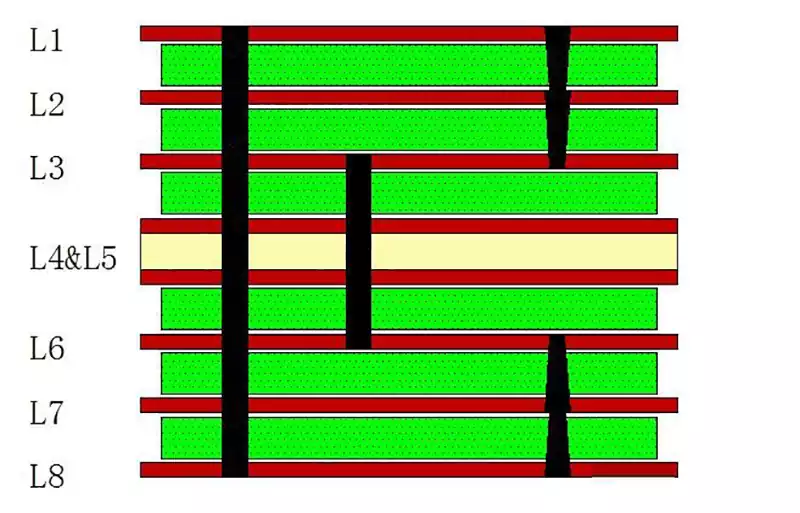
Konventionella dubbla staplade HDI pcb (dubbla staplade HDI 8-lagers kort, staplad struktur: (1+1+4+1+1))
Denna HDI-kortstruktur är (1+1+N+1+1), där N≥2 och N är ett jämnt tal. Den representerar den nuvarande branschstandarden för dubbla staplade konstruktioner, med inbäddade via i det flerskiktade kortet som kräver tre lamineringsprocesser för att färdigställas. Den primära egenskapen hos denna design är frånvaron av staplade genomgångshål, vilket resulterar i tillverkningskomplexitet på standardnivåer. Genom att optimera placeringen av begravda genomgångshål från lager (3-6) till (2-7) skulle en lamineringsprocess elimineras, vilket skulle effektivisera produktionen och minska kostnaderna.
Konventionella sekundärt staplade HDI kretskort (sekundärt staplat HDI-kort med 8 lager, staplad struktur: (1+1+4+1+1))
Strukturen för denna typ av HDI-kort är (1+1+N+1+1), där N≥2 och N är ett jämnt tal, vilket utgör en sekundärt staplad kortstruktur. Genom att placera de begravda viaerna mellan skikten (2-7) istället för (3-6) optimerar denna design det dubbelt staplade HDI-kortet – som annars skulle kräva trippel laminering – till en dubbel laminering. En annan tillverkningsutmaning ligger i förekomsten av blinda viaer på skikten (1-3), vilket kräver att de separeras i blinda viaer på skikten (1-2) och (2-3) för tillverkning.
Specifikt kräver de interna blinda genomgångarna på lager (2-3) genomgångsfyllningsteknik för att kunna slutföras, vilket innebär att de interna blinda genomgångarna i det sekundära laminatet måste produceras via denna process. Vanligtvis medför HDI kretskort som använder genomgångsfyllning betydligt högre kostnader och tillverkningskomplexitet jämfört med kort utan denna teknik. Därför är det för konventionella dubbla laminatkort lämpligt att undvika staplade genomgående hål under designprocessen. Istället bör de (1-3) blinda hålen omvandlas till förskjutna (1-2) blinda hål och (2-3) begravda (blinda) hål. Erfarna designers använder ofta denna förenklade metod för att minska tillverkningskostnaderna.
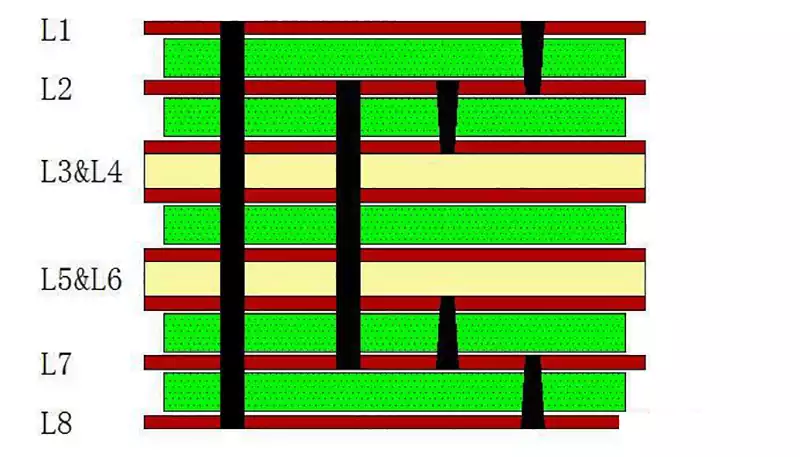
Sekundärt laminerat HDI med blind-/via-staplingsdesign, med blind-vias staplade ovanför begravda vias på lager (2-7). (Sekundärt laminerat 8-lagers HDI-kort med staplingskonfiguration (1+1+4+1+1))
Kortstrukturen följer (1+1+N+1+1), där N≥2 och är ett jämnt tal, vilket representerar en aktuell branschdesignegenskap för vissa sekundärt laminerade kort. De inre flerskiktskortet i sådana kort har begravda vias, vilket kräver sekundär laminering för att slutföras. Viktiga egenskaper inkluderar staplad via-design och placering av blind via över flera lager. Dessutom kräver denna design att blind vias staplas ovanför begravda vias på lager (2-7), vilket ökar tillverkningskomplexiteten. Placering av begravda vias på lager (2-7) minskar antalet primära lamineringssteg, optimerar produktionsprocessen och leder därmed till kostnadsminskningar.
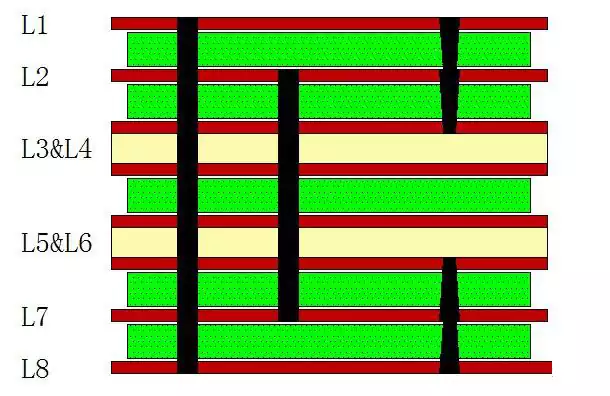
Sekundärlaminerad HDI med blind via-design mellan skikten (sekundärlaminerad HDI 8-skiktskort, staplad struktur: (1+1+4+1+1))
Denna konfiguration, representerad som (1+1+N+1+1) (där N≥2 och är ett jämnt tal), representerar en av de mer utmanande sekundära laminerade kortstrukturerna som för närvarande förekommer i branschen. Sådana konstruktioner innehåller vanligtvis begravda via mellan skikten (3-6) i det inre flerskiktskortet, vilket kräver en trippel-lamineringsprocess för att slutföras. Den främsta utmaningen ligger i utformningen av blindvia mellan skikten, vilket ökar tillverkningskomplexiteten.
Följaktligen har HDI PCB tillverkare som saknar specifika tekniska förmågor ofta svårt att producera sådana sekundära laminerade kort. Genom att optimera blindvia mellan skikten (1-3) genom att dela upp dem i separata (1-2) och (2-3) skiktblindvia – med hjälp av en offset-metod istället för en staplad via-metod – minskas tillverkningskostnaderna avsevärt och produktionsprocessen effektiviseras.
Faktorer som påverkar priset på HDI kretskort:
Antal lager och kostnad
Antalet lager i ett kretskort är en avgörande faktor för priset. Fler lager kräver mer komplexa tillverkningsprocesser, vilket leder till högre kostnader. Vanliga HDI pcb med 4 till 8 lager kostar till exempel vanligtvis mellan 300 och 800 yuan per kvadratmeter. Flerlagerskretskort med fler än 10 lager kan kosta över 1 000 yuan per kvadratmeter. Generellt sett motsvarar ett högre antal lager högre baspriser för kretskort.
Spårbredd, avstånd och via-storlek
Spårbredd, avstånd och via-dimensioner har en betydande inverkan på prissättningen av HDI pcb. När spårbredden och avståndet når mindre specifikationer, såsom 2,5/2,5 mil, leder den ökade tillverkningssvårigheten till högre kostnader jämfört med standardkonfigurationer på 3/3 mil. Dessutom ökar mindre via-diametrar produktionskostnaderna i motsvarande grad. Till exempel medför via som är mindre än 0,25 mm vanligtvis extra kostnader från de flesta kretskortsproducenter, eftersom borrkronans penetrationsdjup minskar drastiskt per pass, vilket minskar produktionseffektiviteten. Mikrovia bearbetas vanligtvis med laser, med typiska borrdimensioner från 3-5 mil, där 4 mil representerar en standarddesign och produktionsstorlek.
Orderkvantitet
Ordervolymen är en avgörande faktor som påverkar prissättningen av HDI kretskort. Massproduktion utnyttjar stordriftsfördelar för att minska enhetskostnaderna. Generellt sett ger större ordervolymer lägre enhetskostnader. Prototyptillverkning i små serier medför vanligtvis högre priser, eftersom fasta kostnader såsom ingenjörsavgifter (cirka 300–500 yen) och filmkostnader (100 yen per lager) måste fördelas på färre enheter. Däremot kan stora ordervolymer medföra prisreduktioner på 10 till 30 procent.